
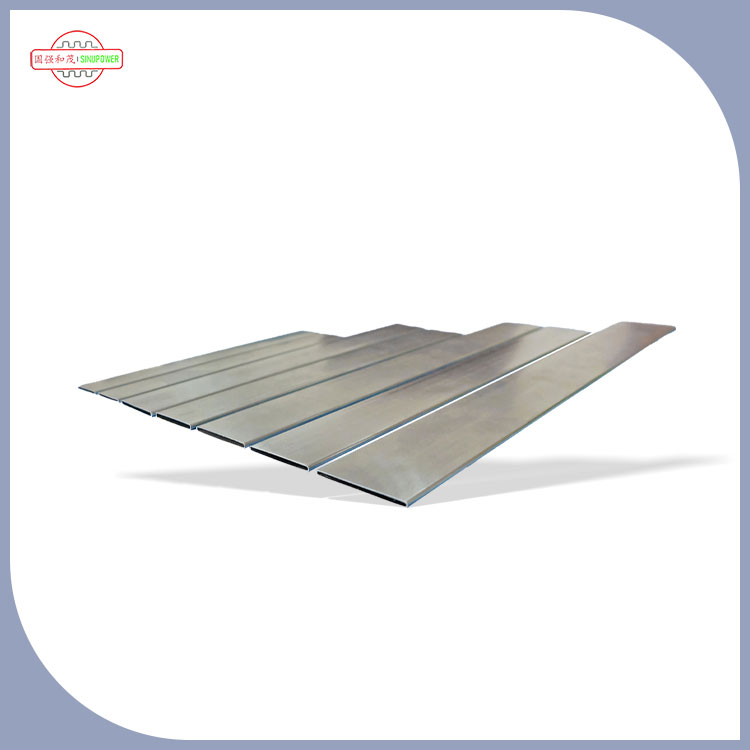
ஹீட்டர் கோர்களுக்கான வெல்டிங் பி-வகை குழாய்களுக்கான வெல்டிங் செயல்முறை பொதுவாக பின்வரும் படிகளை உள்ளடக்கியது:
1.வெல்டிங் தயாரிப்பு
பொருள் சுத்தம்: பி-வகை குழாயின் மேற்பரப்பில் இருந்து எண்ணெய் கறைகள், துரு, அசுத்தங்கள் மற்றும் பிற அசுத்தங்களை அகற்ற எஃகு கம்பி தூரிகைகள், கோப்புகள் மற்றும் பிற கருவிகளைப் பயன்படுத்துங்கள், அதாவது குழாய் முடிவுக்கும் தலைப்பு இடையேயான தொடர்பு, ஒரு உலோக காந்தத்தை வெளிப்படுத்துகிறது. தேவைப்பட்டால், எண்ணெயை மேலும் அகற்ற அசிட்டோன் போன்ற கரிம கரைப்பான்கள் பயன்படுத்தப்படலாம்.
வெல்டிங் பொருள் தேர்வு: பி-வகை குழாயின் பொருளின் அடிப்படையில் பொருத்தமான வெல்டிங் பொருளைத் தேர்வுசெய்க. எடுத்துக்காட்டாக, இது கார்பன் எஃகு பொருளால் ஆன பி-வகை குழாயாக இருந்தால், ஈ 4303 போன்ற கார்பன் எஃகு வெல்டிங் தண்டுகளைத் தேர்ந்தெடுக்கலாம்; இது துருப்பிடிக்காத எஃகு பொருட்களால் ஆனால், E308-16 போன்ற எஃகு வெல்டிங் தண்டுகளைத் தேர்ந்தெடுக்க வேண்டும்.
வெல்டிங் உபகரணங்கள் பிழைத்திருத்தம்: வெல்டிங் உபகரணங்கள் சாதாரணமாக இயங்குகின்றனவா என்பதைச் சரிபார்க்கவும், வெல்டிங் மின்னோட்டம், மின்னழுத்தம் மற்றும் பிற அளவுருக்களை சரிசெய்யவும். ஆர்க் வெல்டிங் கருவிகளைப் பொறுத்தவரை, எரிவாயு ஓட்ட விகிதம் பொருத்தமானது மற்றும் ஆர்கான் வாயுவின் தூய்மை 99.97%க்கு மேல் இருப்பதை உறுதி செய்வது அவசியம்.
பள்ளம் செயலாக்கம்: பி-வகை குழாயின் விட்டம் மற்றும் சுவர் தடிமன் அடிப்படையில் வி-வடிவ பள்ளம் போன்ற பொருத்தமான பள்ளம் படிவத்தைத் தேர்ந்தெடுக்கவும். பள்ளம் கோணம், அப்பட்டமான விளிம்பு மற்றும் கூட்டு அனுமதி ஆகியவற்றின் பரிமாணங்கள் வெல்டிங் செயல்முறை தேவைகளை பூர்த்தி செய்ய வேண்டும். பொதுவாக, பள்ளம் மேற்பரப்பு கோணம் 60 ° ± 5 °, அப்பட்டமான விளிம்பு 0-2 மிமீ, மற்றும் கூட்டு அனுமதி 2-4 மிமீ ஆகும்.
பொருத்துதல் வெல்டிங்: துல்லியமான நிலைப்படுத்தலை உறுதிப்படுத்த தலைப்பு போன்ற கூறுகளுடன் பி-வகை குழாயை ஒன்றுகூடுங்கள். வெல்டிங்கை நிலைநிறுத்துவதன் மூலம் சரி செய்யப்பட்டது, குழாய் விட்டம் பொறுத்து பொருத்துதல் வெல்ட்களின் நீளம் மற்றும் அளவு மாறுபடும். குழாய் விட்டம் 100 மிமீ குறைவாகவோ அல்லது சமமாகவோ இருக்கும்போது, பொருத்துதல் வெல்ட்களின் நீளம் 5-10 மிமீ இருக்க வேண்டும், மேலும் 3 க்கும் குறைவான நிலைப்படுத்தல் வெல்ட்கள் இருக்கக்கூடாது; குழாய் விட்டம் 100 மிமீக்கு அதிகமாக இருக்கும்போது, பொருத்துதல் வெல்டின் நீளம் 15 மிமீக்கு அதிகமாக இருக்க வேண்டும்.
2.வெல்டிங் செயல்பாடு
கீழே வெல்டிங்: பள்ளத்தின் மேற்பரப்பில் ஒரு வளைவைத் தொடங்கி, பின்னர் வளைவை தொடக்க நிலைக்கு கொண்டு வாருங்கள், அப்பட்டமான விளிம்பு உருகிய பின் வெல்ட் மடிப்புடன் வெல்ட் செய்யுங்கள். வெல்டிங்கிற்கான வில் உடைக்கும் முறை அல்லது தொடர்ச்சியான வில் முறையைப் பயன்படுத்தி, முழுமையற்ற ஊடுருவல் அல்லது கசடு சேர்த்தல் போன்ற குறைபாடுகள் இல்லாமல், உருகிய குளத்தின் அளவையும் முறிவு சூழ்நிலையையும், வெல்டின் வேரில் நல்ல இணைவை உறுதி செய்வதற்கு கவனம் செலுத்துங்கள்.
வெல்டிங் நிரப்பவும்: அடிப்படை வெல்டிங் முடிந்ததும், நிரப்பு வெல்டிங் செய்யப்படுகிறது. ஒற்றை அல்லது மல்டி பாஸ் வெல்டிங் குறிப்பிட்ட சூழ்நிலைக்கு ஏற்ப பயன்படுத்தப்படலாம், மேலும் தொடர்ச்சியான வில் வெல்டிங் பயன்படுத்தப்படலாம். துண்டு போக்குவரத்து முறை பிறை அல்லது மரத்தூள் ஸ்விங்கிங் பயன்படுத்தலாம், மேலும் வீச்சு அடுக்கு மூலம் அடுக்கு அதிகரிக்க வேண்டும். வெல்ட் மடிப்பின் அகலம் மற்றும் உயரத்தை உறுதிப்படுத்த பள்ளத்தின் இருபுறமும் சற்று இடைநிறுத்தப்படுவது முக்கியம், மேலும் வெல்ட் மணிகள் இடையே பள்ளங்களால் ஏற்படும் கசடு சேர்ப்பதைத் தவிர்ப்பது.
கவர் வெல்டிங்: வெல்டிங்கை மறைக்கும்போது, உருகிய குளத்தின் சீரான வடிவத்தையும் அளவையும் பராமரிக்க பயன்படுத்தப்பட்ட மின்னோட்டம் சற்று சிறியதாக இருக்க வேண்டும். வெல்டிங் கம்பிக்கும் வெல்டிங் திசைக்கும் இடையிலான கோணத்தை சுமார் 75 at இல் வைக்க வேண்டும். வெல்டிங் கம்பி பள்ளத்தின் விளிம்பிற்கு ஊசலாடும்போது, அது சுருக்கமாக இடைநிறுத்தப்பட வேண்டும்.
3.வெல்ட் சிகிச்சை பிந்தைய சிகிச்சை
வெல்ட் சுத்தம்: வெல்டிங் முடிந்ததும், ஸ்லாக் மற்றும் ஸ்ப்ளேஷ்கள் போன்ற அசுத்தங்களிலிருந்து வெல்டின் மேற்பரப்பை உடனடியாக சுத்தம் செய்யுங்கள், கம்பி தூரிகைகள் மற்றும் அரைக்கும் இயந்திரங்கள் போன்ற கருவிகளைப் பயன்படுத்தி சுத்தம் செய்ய.
தோற்ற ஆய்வு: வெல்டின் தோற்றம் தேவைகளை பூர்த்தி செய்கிறதா என்பதை சரிபார்க்கவும். வெல்ட் ஒரே மாதிரியான, மென்மையான மற்றும் துளைகள், விரிசல்கள், குறைப்பு மற்றும் இணைவு இல்லாதது போன்ற குறைபாடுகளாக இருக்க வேண்டும். வெல்டின் அதிகப்படியான உயரம் குறிப்பிட்ட வரம்பிற்குள் இருக்க வேண்டும், பொதுவாக 0-2 மிமீ, மற்றும் உள்நாட்டில் 3 மிமீக்கு அதிகமாக இருக்காது. கவர் வெல்டின் அகலம் பள்ளம் திறப்பின் ஒவ்வொரு பக்கத்திலும் 0.5-2.0 மிமீ அகலமாக இருக்க வேண்டும்.
அழிக்காத சோதனை: தொடர்புடைய தரநிலைகள் மற்றும் தேவைகளின்படி, வெல்டுக்குள் உள்ள குறைபாடுகளைச் சரிபார்க்க, காந்த துகள் சோதனை, ஊடுருவல் சோதனை அல்லது மீயொலி சோதனை போன்ற வெல்ட்களில் அழிவில்லாத சோதனை மேற்கொள்ளப்படுகிறது.
வெப்ப சிகிச்சை: பி-வகை குழாயின் பொருள் உயர் அலாய் எஃகு அல்லது வெல்டிங் அழுத்தத்திற்கு ஆளாகக்கூடிய பிற பொருட்களாக இருந்தால், அல்லது வெல்டிங் செயல்முறைக்கு வெப்ப சிகிச்சை தேவைப்பட்டால், வெல்டிங் அழுத்தத்தை அகற்றவும், வெல்ட் மடிப்புகளின் இயந்திர பண்புகளை மேம்படுத்தவும் வெல்ட் மடிப்பு வெப்ப சிகிச்சையளிக்க வேண்டும்.