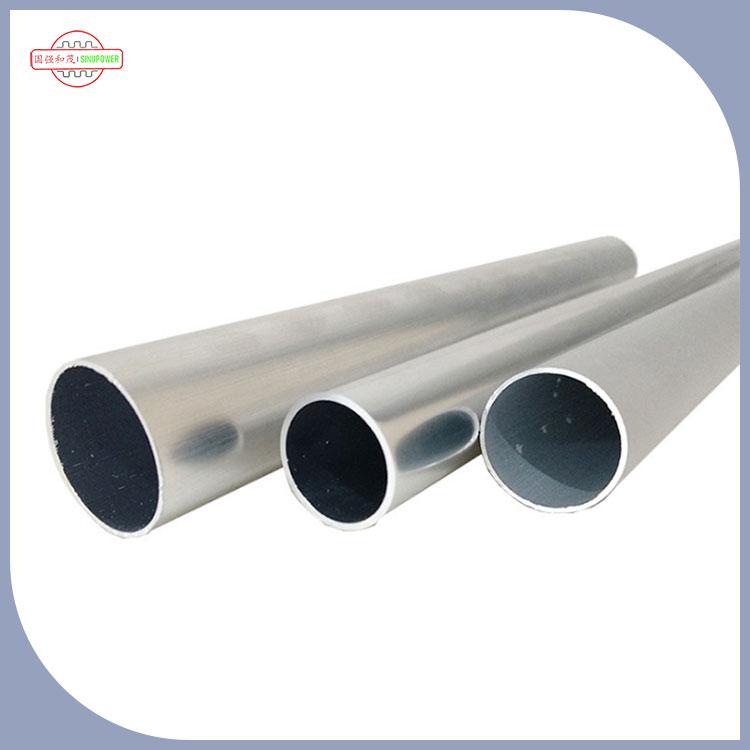

தட்டையான ஓவல் குழாய்கள்குறுக்கு பிரிவில் தட்டையான ஓவல் (நீண்ட அச்சு 80-200 மிமீ, குறுகிய அச்சு 30-80 மிமீ), மற்றும் குறுக்கு வெட்டு வளைவு மற்றும் அதிகப்படியான பர் போன்ற சிக்கல்கள் சரியான கோணங்களை வெட்டும்போது ஏற்பட வாய்ப்புள்ளது. அடுத்தடுத்த வெல்டிங் அல்லது சட்டசபையின் தரத்தை உறுதிப்படுத்த துல்லியமான செயலாக்கத்தை அடைய தொழில்முறை செயல்முறைகள் மற்றும் கருவிகள் தேவை.
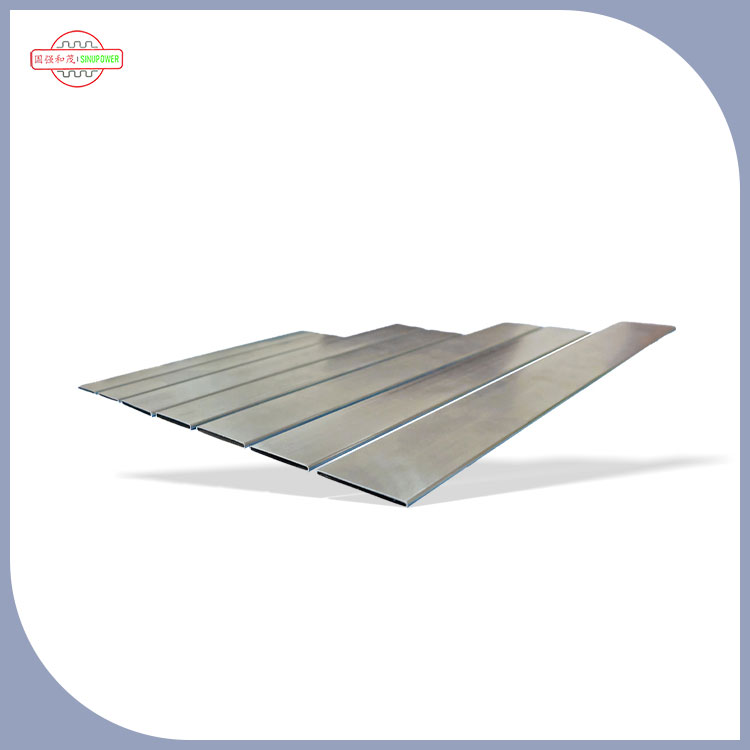
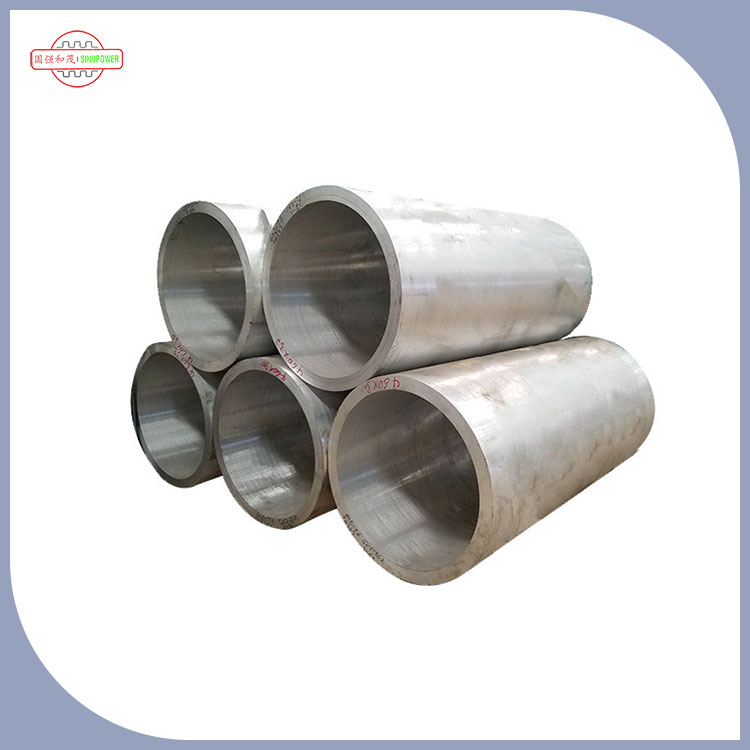
வெட்டுவதில் உள்ள சிரமம் குறுக்கு வெட்டு பண்புகளில் குவிந்துள்ளது. தட்டையான ஓவல் குழாய்களின் சமச்சீரற்ற அமைப்பு பாரம்பரிய ஒன்-சைஸ்-ஃபிட்ஸ்-அனைத்து முறையின் சரியான கோண துல்லியத்தை உறுதி செய்வது கடினம். வெட்டு கோண விலகல் 1 with ஐ விட அதிகமாக இருந்தால், பட் கூட்டு இடைவெளி 0.5 மிமீ தாண்டி, வெல்டிங் வலிமையை பாதிக்கும். கூடுதலாக, குழாய் சுவர் தடிமன் (பொதுவாக 2-5 மிமீ) சீரற்றதாக இருக்கும்போது, உள்ளூர் அதிக வெப்பம் மற்றும் சிதைவு ஏற்பட வாய்ப்புள்ளது. குறிப்பாக எஃகு பொருட்களின் செயலாக்கத்தில், அதிக வெப்பநிலை ஆக்சைடு அளவை உருவாக்கி, அடுத்தடுத்த அரைக்கும் செலவை அதிகரிக்கும்.
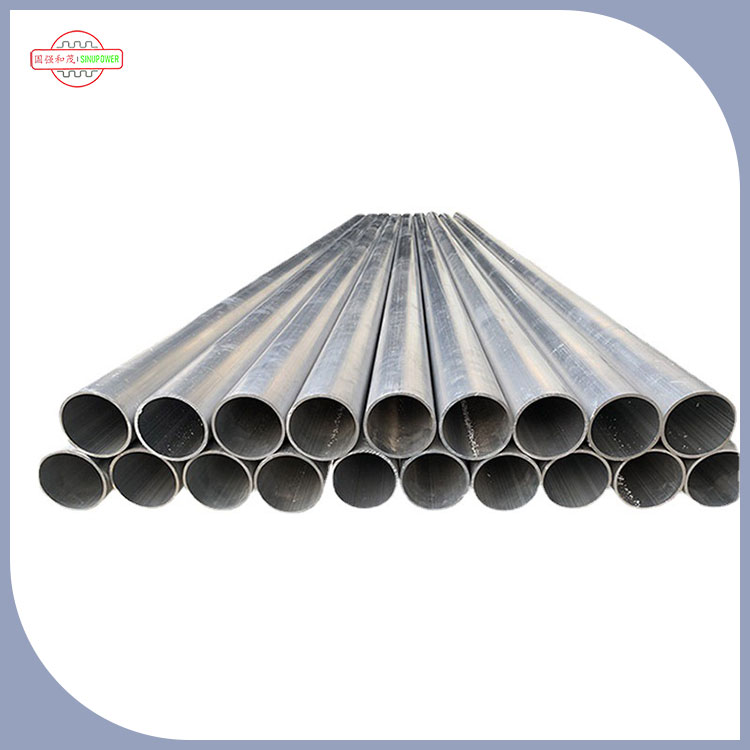
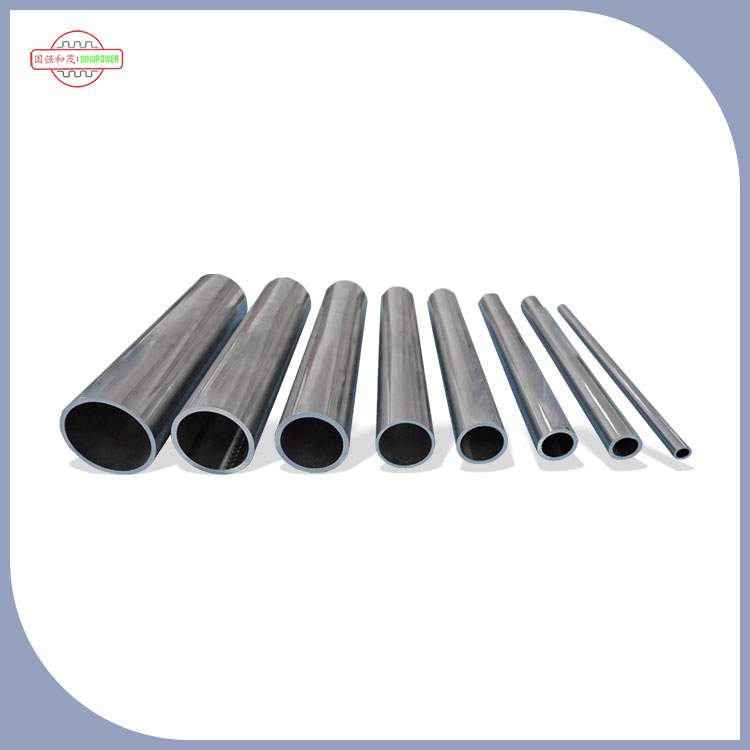
கருவி தேர்வு பொருள் மற்றும் விவரக்குறிப்புகளுடன் பொருந்த வேண்டும். குறைந்த கார்பன் எஃகு தட்டையான ஓவல் குழாய்களுக்கு, பிளாஸ்மா வெட்டுதல் (தற்போதைய 80-120 அ) பரிந்துரைக்கப்படுகிறது, இது 10-15 மிமீ/வி வெட்டு வேகத்துடன், மற்றும் பிரிவின் செங்குத்துத்திறன் பிழையை 0.3 மிமீ/மீ க்குள் கட்டுப்படுத்தலாம்; துருப்பிடிக்காத எஃகு பொருட்களுக்கு, லேசர் வெட்டுதல் (பவர் 500-1000W) விரும்பப்படுகிறது, இது ஆப்டிகல் ஃபைபரால் பரவும் உயர் ஆற்றல் கொண்ட ஒளி கற்றைகள் மூலம் தொடர்பு இல்லாத செயலாக்கத்தை உணர்கிறது, இடைக்கால அரிப்பைத் தவிர்க்க <0.1 மிமீ வெப்பத்தால் பாதிக்கப்பட்ட மண்டலத்துடன். மெல்லிய சுவர் குழாய்கள் (தடிமன் <3 மிமீ) சிஎன்சி கம்பி வெட்டுவதை .0 0.01 மிமீ துல்லியத்துடன் பயன்படுத்தலாம், இது துல்லியமான கூறு செயலாக்கத்திற்கு ஏற்றது.
செயல்பாட்டு செயல்முறை பொருத்துதல் மற்றும் அளவுரு அமைப்பில் கவனம் செலுத்துகிறது. வெட்டுவதற்கு முன், வெட்டுக் கோடு அச்சுக்கு செங்குத்தாக இருப்பதை உறுதிசெய்ய குழாய் பொருத்துதல்கள் பொருத்துதல்களால் சரி செய்யப்பட வேண்டும் (விலகல் ≤0.5 °), மற்றும் சிதைவைத் தடுக்க 5-10MPA இல் பொருத்துதலின் கிளம்பிங் சக்தி கட்டுப்படுத்தப்படுகிறது; பிளாஸ்மா வெட்டும் போது, குழாய் சுவரிலிருந்து 3-5 மிமீ தொலைவில் முனை வைக்கப்படுகிறது, மேலும் வில் வேறுபாட்டைத் தவிர்ப்பதற்காக வாயு அழுத்தம் (காற்று அல்லது நைட்ரஜன்) 0.6-0.8MPA ஆக அமைக்கப்பட்டுள்ளது; லேசர் வெட்டுதல் சுவர் தடிமன் படி கவனம் நிலையை சரிசெய்ய வேண்டும், மேலும் தடிமனான சுவர் குழாய்களின் கவனம் குழாய் சுவரின் 1/3 வரை சரிசெய்யப்பட்டு வெட்டு ஊடுருவலை மேம்படுத்துகிறது.
அடுத்தடுத்த செயலாக்கம் இறுதி தரத்தை பாதிக்கிறது. வெட்டிய பின், குறுக்குவெட்டு கடினத்தன்மையை ra≤12.5μm ஆக மாற்ற பர்ஸை அகற்ற ஒரு கோண சாணை (120-கட்டம் அரைக்கும் சக்கரத்துடன்) தேவைப்படுகிறது; வெட்டுக்குள் துருவைத் தடுக்க எஃகு குழாய்கள் செயலற்றதாக இருக்க வேண்டும் (நைட்ரிக் அமிலக் கரைசலில் 10-15 நிமிடங்கள் மூழ்கிவிட வேண்டும்). அதிக துல்லியமான தேவைகளைக் கொண்ட காட்சிகளுக்கு (ஆட்டோமொபைல் வெளியேற்ற குழாய் சட்டசபை போன்றவை), ± 0.1 of இன் சகிப்புத்தன்மை தரத்தை பூர்த்தி செய்வதை உறுதிசெய்ய மூன்று ஒருங்கிணைந்த அளவீட்டு கருவியால் சரியான கோண விலகல் கண்டறியப்பட வேண்டும்.
எஃப் மீது சரியான கோணங்களை வெட்டுதல்லாட் ஓவல் குழாய்கள்உபகரணங்கள் செயல்திறன் மற்றும் செயல்முறை விவரங்கள் இரண்டையும் பரிசீலிக்க வேண்டும். துல்லியமான நிலைப்படுத்தல், அளவுரு தேர்வுமுறை மற்றும் அடுத்தடுத்த செயலாக்கம் மூலம், ஒரு மென்மையான குறுக்கு வெட்டு மற்றும் துல்லியமான கோண செயலாக்க விளைவை அடைய முடியும், இது குழாய் இணைப்பின் சீல் மற்றும் கட்டமைப்பு வலிமைக்கு ஒரு அடிப்படை உத்தரவாதத்தை வழங்குகிறது.